



Monitoreo de harneros con sensores de vibración inalámbricos
Tipo: Casos de éxito
Nivel: Intermedio
Duración: 10 minutos
Fecha: 12/09/2025
Idioma: Español
El monitoreo de harneros en minería es un desafío crítico: estos equipos clasifican material en planta y están sometidos a esfuerzos constantes que generan vibraciones, desgaste y fallas mecánicas.
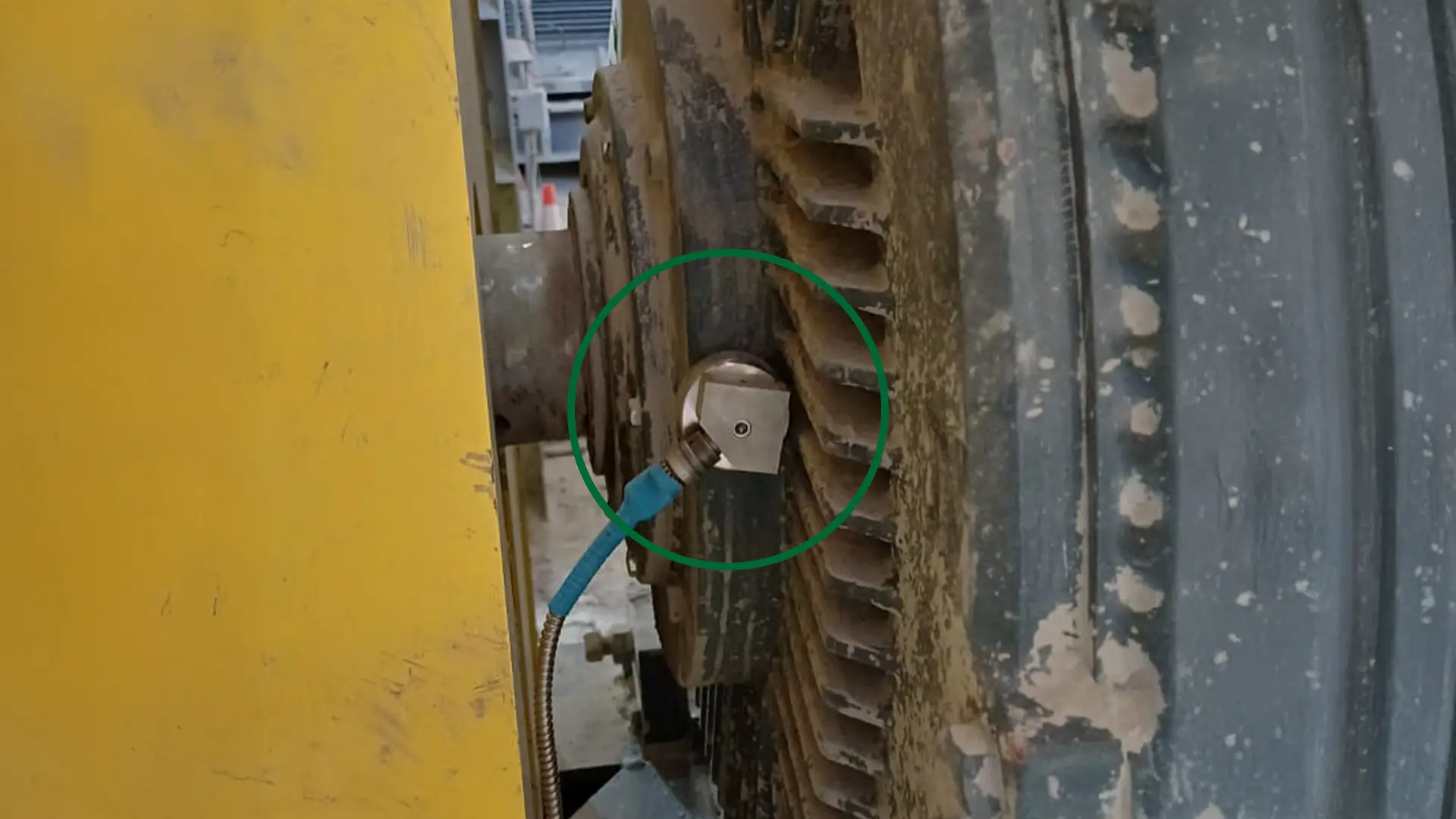
Sensor triaxial de vibración industrial: Cómo se optimiza el mantenimiento predictivo
Tipo: Casos de éxito
Nivel: Intermedio
Duración: 10 minutos
Fecha: 13/08/2025
Idioma: Español
El sensor triaxial de vibración se ha convertido en una herramienta esencial. Su capacidad de medir vibraciones en tres ejes permite una visión completa del estado de las máquinas.

Sistema de protección y monitoreo en línea para hidro turbinas horizontales
Tipo: Casos de éxito
Nivel: Intermedio
Duración: 5 minutos
Fecha: 27/12/2021
Idioma: Español
La implementación de un sistema predictivo permitió a Pacific Hydro mejorar el control de sus turbinas horizontales, asegurando la continuidad operativa y reduciendo el riesgo de fallas catastróficas.

Implementación de Dashboard para departamento predictivo
Tipo: Casos de éxito
Nivel: Intermedio
Duración: 5 minutos
Fecha: 27/12/2021
Idioma: Español
Gracias a una solución integrada de monitoreo de condiciones y visualización avanzada, Varitec fortaleció la capacidad diagnóstica y operativa del área predictiva de SQM en su planta de Litio.






